Du tulle à la dentelle Leavers
L'arrivée des métiers à Calais
Au métier à bas, inventé en 1586, par le révérend Wiliam Lee, ont succédé d'autres machines qui ont produit des tulles d'aspects et de qualités variables. Crane et Dawson mirent au point le métier Warp à mailles tricotées en 1791.Des brodeuses ont cousu sur ces réseaux des décors réalisés le plus souvent aux fuseaux L'application d'Angleterre
Les mouvements sociaux dirigés contre les fabricants de tulle mécanique qui sont accusés de provoquer le chômage, poussent trois Anglais: Robert Webster, James Clark et Richard Bonington à traverser la Manche avec leur métier Warp. Contrairement à l'idée reçue, ce ne sont pas des métiers Leavers permettant de produire de la dentelle à motifs, qui furent introduits à cette époque mais des métiers à tulle d'une largeur de moins d'un mètre. On ne connait pas la date précise de leur arrivée - vers 1816 - mais on recence neuf fabricants de métiers, tous Anglais, en 1825.
John Leavers (l'orthographe exacte serait : LEVERS, le A aurait été ajouté en France) et son frère firent encore évoluer le système de John Heathcoat en 1813 reproduisant le mouvement de torsion des fuseaux. D'abord installés à Nottingham, ils vinrent à Grand-Couronne en Seine-Maritime. On sait très peu de chose à leur sujet mais ils étaient aussi des inventeurs de génie bien qu'ils n'aient déposé aucun brevet. On ne sait pas davantage comment leur métier est arrivé à Calais. Je vous invite à consulter l'article de Magali Domain relatif à la conférence de Fabrice BENSIMON, professeur d’université: « Les Britanniques et les débuts de la dentelle mécanique à Calais au XIX e siècle ». En se fondant sur des sources dépouillées en France et en Angleterre, Fabrice Bensimon a renouvelé l’approche des mécanismes des migrations des tullistes, hommes et femmes, vers notre ville. Il a aussi montré les liens familiaux qui se sont tissés de part et d’autre de la Manche, et la façon dont des activités associatives, syndicales ou politiques se sont développées. ![]() Conference 20231019 1 (735.76 Ko)
Conference 20231019 1 (735.76 Ko) ![]() Conference 20231019 2 (873.23 Ko)
Conference 20231019 2 (873.23 Ko)
On peut ainsi distinguer deux familles de métiers, lesquels produisent des tulles à mailles tricotées et les autres à mailles tissées.
Le métier Warp
Crane et Dawson mirent au point le métier Warp à mailles tricotées en 1791.
On produisit sur métier Warp de petites dentelles tricotées de type Raschel qui connurent un grand succès en raison de leurs prix accessibles : les Tattings,

Le métier Bobin Circular de John Heathcoat
John Heathcoat, un ouvrier régleur, adapta en 1808, la bobine inventée par John Lindley en 1799 à un chariot : "bobin traverse net machine" et obtint la maille hexagonale du tulle.
Ainsi le "tulle bobin" est produit au moyen de bobines en cuivre se déroulant dans les chariots au lieu d'aiguilles et de platines.
Vue de face du métier circulaire de 1808.
On peut distinguer dans le bas du métier le rouleau avec les fils de chaîne, au centre les chariots et bobines disposés en arc de cercle et en haut le tulle tissé en une étroite bande. Illustration extraite de "History of Machine" -1867 -William Felkin.

Le métier Old Laughbourough
Le 14 juillet 1809, Heathcoat et Lacey déposent un brevet pour une machine appelée "Bobin traverse net machine" et baptisée Old Loughborought par John Heatcoat. Il produit du tulle tissé sur 45 cm de large.
En 1810, Heathcoat construit un métier de 54 pouces produisant un tulle de 135 cm de largeur.
Vue de face du second métier : chariots et bobines sont placés en ligne et le tulle sort en haut sur toute la largeur des chariots alignés. Illustration extraite de "History of Machine" -1867- William Felkin.

Le métier Pusher
Le métier Pusher, mis au point par S.Clark et J.Mart en 1812, fut modifié par J Syner qui obtint la maille hexagonale du tulle Droschel (appellation du tulle fait main) en 1821 sous l'appellation Grecian (tulle grec).
Ce réseau spécial est tissé au moyen de pousseurs qui actionnent des chariots passant au travers et croisant les fils de chaîne. Le métier ne peut produire que des pièces de 2 yards par 4 soient environ 3,8 mètres sur 1,8 mètre de largeur.
M Wright lui appliqua le système Jacquard en 1839; ce dispositif ne permettait toutefois pas de souligner les dessins par des fils de contourage, lesquels étaient ensuite posés à la main, au point de reprise par des brodeuses.
A Lyon on a identifié des métiers à dentelle pour rideau sous le vocable métier Pusher.

Dentelles tissées avant la mise en oeuvre du métier Leavers
Le procédé appelé Bullet Hole, utilisé à partir de 1829, donnait un tulle dont les "trous à jour" étaient entourés par un fil brodeur posé à la main au moyen d'une aiguille.
Le Bullet Hole permit aussi de produire des Tattings.

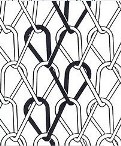
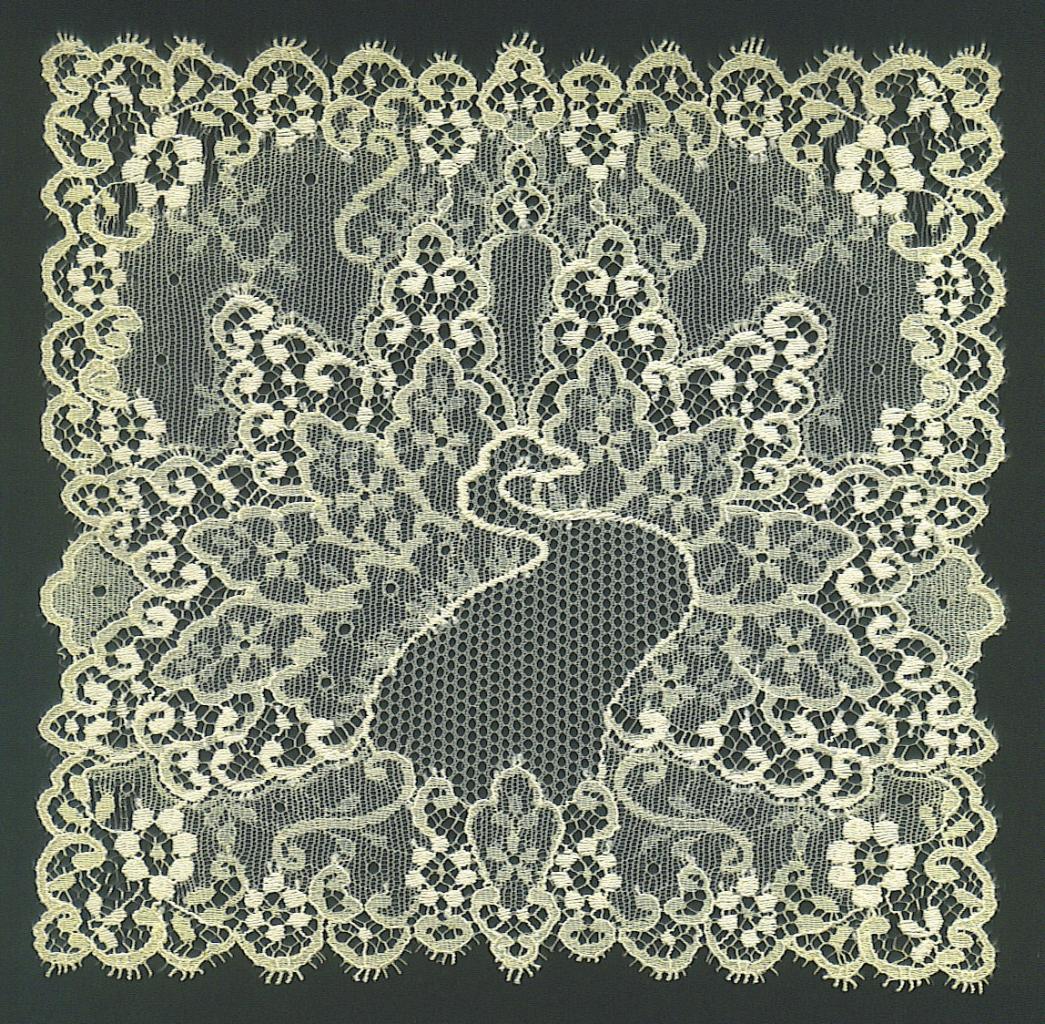
Voici des dentelles tissées sur lesquelles des fils de contourage des motifs ont été posés à la main; sur les 3ème et 4ème images, on peut voir un travail de rebrodage à la main beaucoup plus élaboré - origines inconnues
On remarquera aussi sur la 1ère image que le bord de la dentelle ne porte pas de pied alors que sur les 3ème et 4ème images il a été ajouté, le pied donnait évidemment une finition plus solide et raffinée.




Autres productions tissées :
Des dentelles très fines avec des petites mouches : "points d'esprit", puis des tulles aux petits motifs répétitifs, ce qu'on appela tulle lamé furent produits sur ces métiers "bobin", ce sont des dentelles tissées
:

Le métier Leavers
Pendant deux décennies, brevet après brevet, des Anglais et des Français font évoluer les métiers à tulle pour en faire des machines permettant de produire de la dentelle solide et en grande largeur. Fergusson et Martyn adaptent le procédé Jacquard au métier Leavers en 1838. Seul métier qui permet de souligner mécaniquement le motif à l’aide de gros fils dit brodeurs, le métier Leavers connaît un développement considérable parce qu’il peut accepter un nombre croissant de barres, actionnées par des Jacquards de plus en plus puissants (grâce à l’usage de la vapeur à partir de 1840).
L'ensemble métier/jacquard pèse plus de 15 tonnes, il est dorénavant actionné par des moteurs électriques.
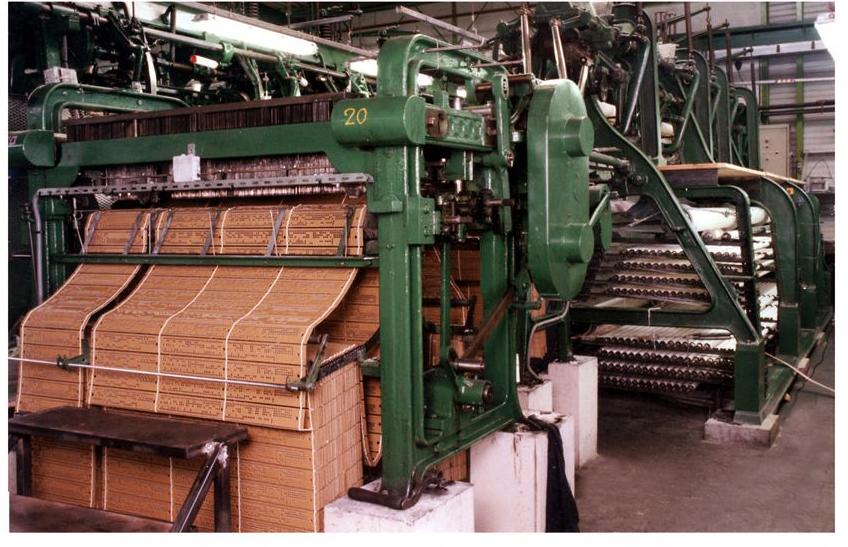
Métier Leavers qu'on peut voir fonctionner en démonstration à la Cité Internationale de la Dentelle et de la Mode à Calais.

Le métier Leavers produit une dentelle par tissage/nouage, procédé qui permet d'obtenir solidité et finesse; la dentelle Leavers ne se détricote pas si on la coupe. Son aspect est si proche de celui de la dentelle réalisée aux fuseaux qu'il est souvent nécessaire de l'examiner avec un compte-fils pour l'identifier.
Le procédé Leavers consiste à tisser les fils par un système complexe d'entrelacements; il repose sur l'ensemble chariot-bobine qui en est l'élément principal. Un métier de 12 points sur 224 pouces (5,60 m) comprendra plus de 6000 chariots, 13000 fils de chaîne, 2000 fils brodeurs et autant pour les guimpes soit 23000 fils au total. Selon la complexité du dessin, deux à trois jacquards commandent les quelques 250 barres du métier.
Il faut savoir que les matières, quelques soient les fibres textiles, doivent d'abord être conditionnées pour alimenter le métier; ces opérations préparatoires sont assurées avec soin et rigueur par des personnels qualifiés :
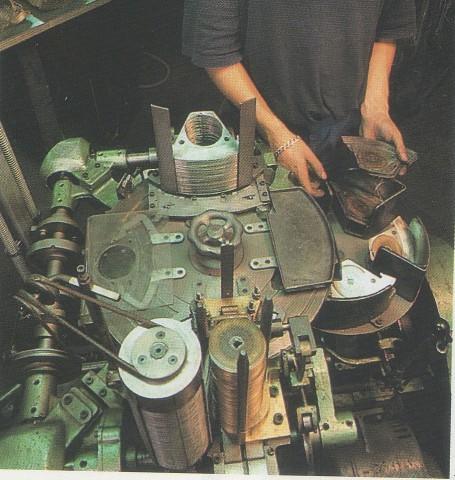
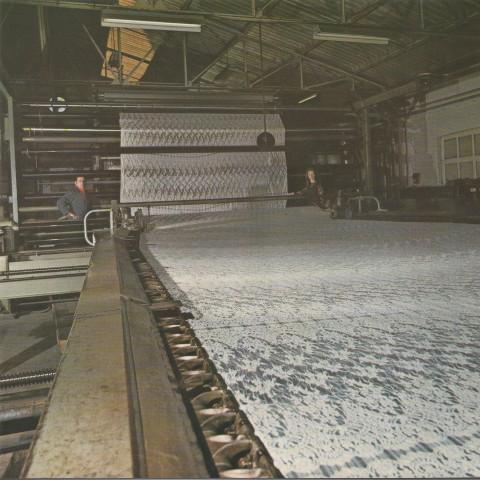
l'ourdisseur procède dans un premier temps à l'ourdissage d'un énorme tambour (à gauche de la photo), il aligne ensuite les fils de chaîne sur des rouleaux qui seront placés à l'arrière du métier, Photo Robert VERNE

le wappeur divise les fils de guimpe et de brodeurs sur de plus fins rouleaux qui seront placés sur plusieurs étages (tiroirs) sous le métier. Photo Robert VERNE.

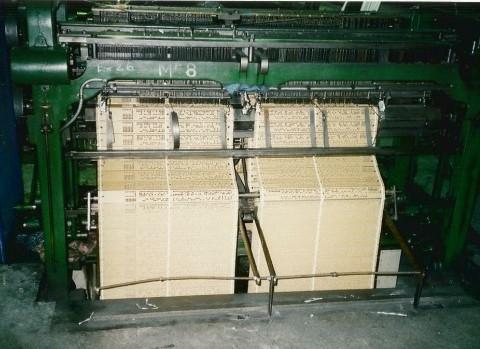
Sur la vue de l'arrière du métier (photo de Robert VERNE) on peut voir au premier plan le jacquard et au fond, en hauteur les rouleaux de chaîne plus gros que les rouleaus de brodeurs et de guimpe disposés ans les tiroirs.
Le passeur de chaîne fait passer de 8 à 10 000 fils (de chaîne, de guimpes et brodeurs) à travers des oeillets aux plaques,des plaques aux barres et les accroche sur le rouleau. Ce travail complexe peut prendre jusqu'à trois mois; il est le passage obligé pour bien connaître la machine et accéder au bout de plusieurs années d'expérience à la fonction de tulliste. Photo Robert VERNE

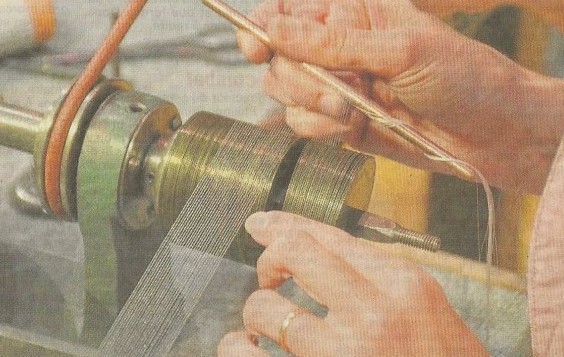
La wheeleuse procède dans un premier temps à l’ourdissage du tambour qu’elle va utiliser pour remplir les bobines. Elle engage ensuite les fils dans les gorges d'une centaine de bobines, elle enroulera environ 120 mètres de fil à l'aide de son tambour entraîné par un moteur. Ce fil est plus fin qu'un cheveu, par exemple le fil de coton peut titrer 250 ce qui signifie que son poids métrique est 250 000 mètres au kilogramme (à titre d'exemple et de comparaison un fil à coudre de coton courant "Tête de cheval" titre 50)
Je vous invite à consulter le chapitre sur le titrage des fibres - Français et Anglo-saxons


Le remonteur (l'armonteur en calaisien) replace plusieurs milliers de bobines dans leur chariot, il s'assure que le ressort du chariot est au milieu des lèvres de la bobine, et fait ressortir le fil par l'orifice au sommet du chariot. Photo R Verne
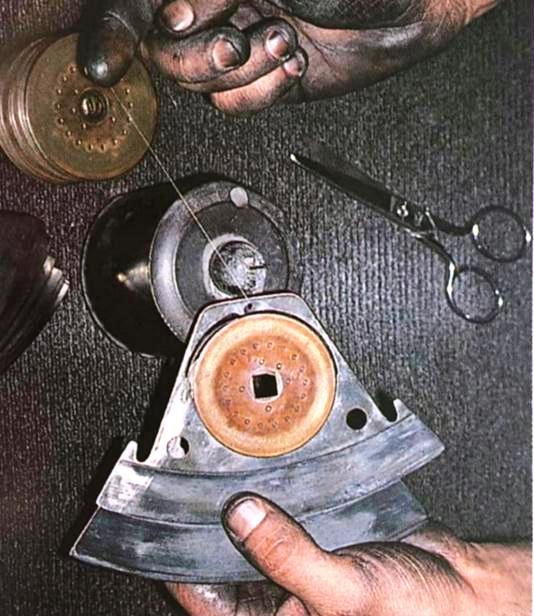
Il arrive que des chariots soient faussés ou tordus, il convient alors de les réparer. Photo Robert Verne
Le pressage : Le laiton des bobines est susceptible d’être échauffé lors de l’embobinage, le pressage consiste à chauffer les bobines pour qu’elles aient toutes la planitude et l’épaisseur requises être replacées dans les chariots
Le tulliste veille au bon fonctionnement de son métier, il est amené à replacer des fils en cas de casse; il remplace chaque jour l'ensemble des chariots du métier, cette tâche est réalisée manuellement ce qui prend une bonne demi-heure.

Le processus de création d'une dentelle
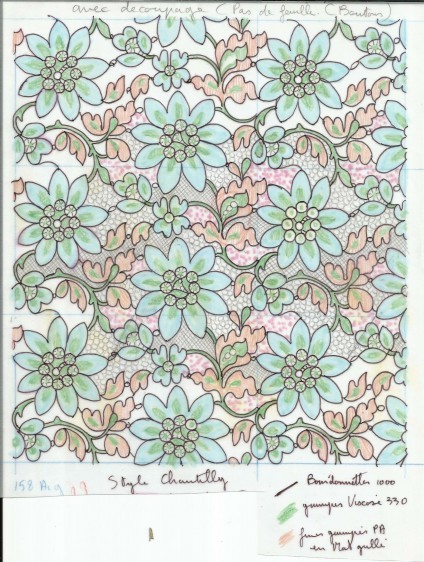
L'esquisseur dessine son projet sur un papier calque ou à l'aide d'un ordinateur. Des codes-couleurs sont utilisés pour différencier les qualités de fils à utiliser pour le fond, les guimpes et les brodeurs, suivant les indications portées par l'esquisseur au bas de son dessin.
Ci-contre esquisse de M. Charles Mecozzi : projet d'une dentelle de style Chantilly.
On peut voir sur le code-couleur que les fils brodeurs sont de bourdonnette, les fils de guimpe remplissant les pétales sont de viscose, les fils de guimpe des feuilles sont en fins fils travaillés en mat (tissage serré).
Les variations du fond sont dessinées sur une partie du dessin.



Lorsque l'esquisse est approuvée, le dessinateur la traduit en dessin techniquement réalisable par le métier. L'esquisse est agrandie et reportée sur des feuilles de mise en cartes qui indiquent les parcours des différents fils qui sont numérotés.
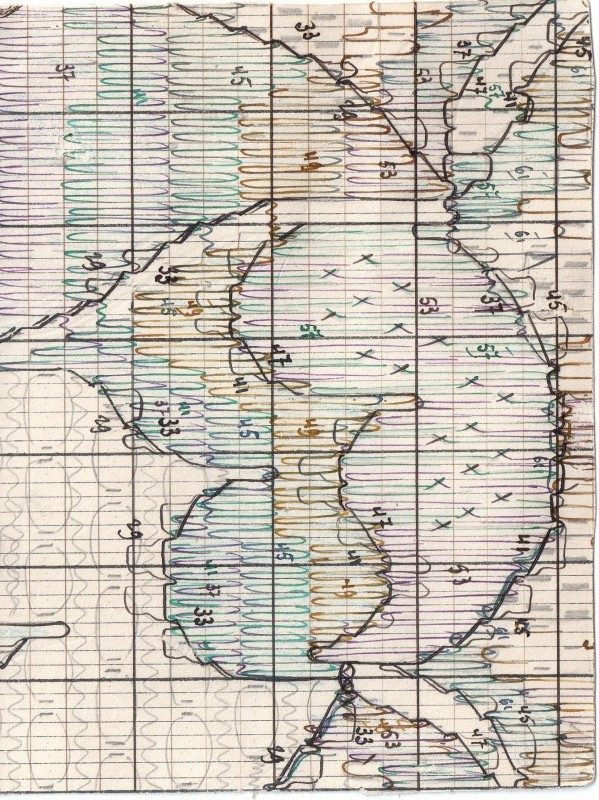
Ce travail peut être réalisé à l'aide d'un stylet, puis codé par un ordinateur qui produit le barême.

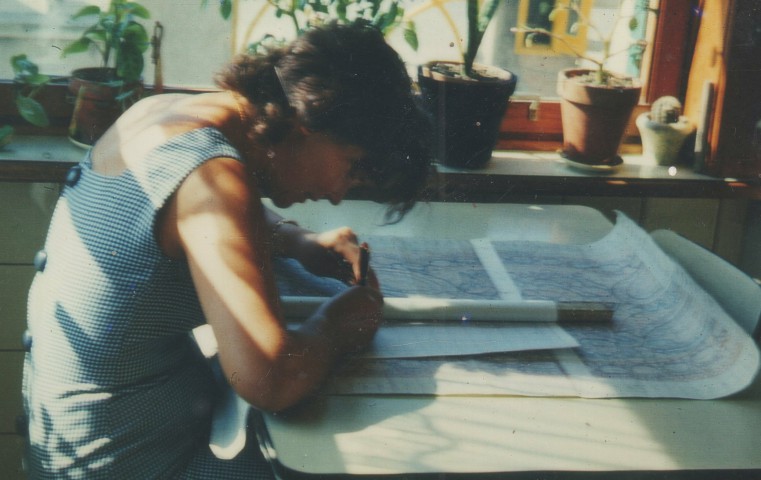
Le pointeur ou comme ici la pointeuse travaillant à domicile, marque sur des barêmes la position de chaque fil à chaque mouvement du métier qu'on appelle motion. Ces barêmes permettent au perceur de cartons de codifier son travail qui programme le jacquard à l'origine du déplacement latéral des barres.

Le perceur de cartons sur son piano à percer (ou un automate) transcrit les données du barême en code binaire interprétable par le jacquard; les cartons sont reliés par un laçage pour être installés sur le jacquard. Précisons que désormais le processus de pilotage du métier est souvent automatisé, nous évoquons maintenant l'utilisation des cartons pour mémoire. Des métiers fonctionnant avec le système jacquard sont toujours visibles en démonstration à la Cité Internationale de la Dentelle et de la Mode à Calais.

Le perceur de cartons à son piano qu'il actionne par des pédales tandis qu'il "piannote" une partition très complexe sur son clavier :
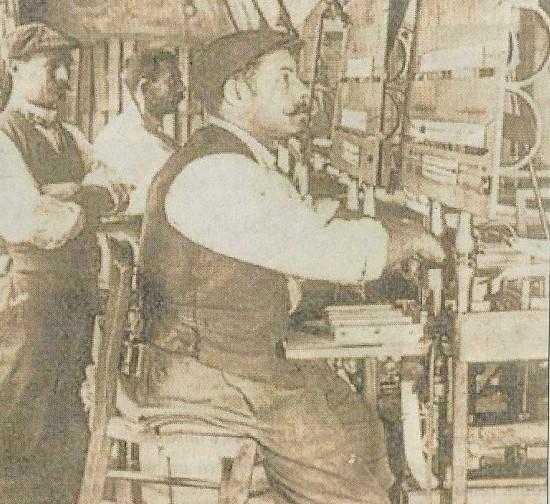
Les cartons sont cousus pour former la partition comme sur un orgue de barbarie. Des picots traversent les cartons au niveau des trous percés mais ce sont en fait les "pleins" qui portent la codification.
Le jacquard actionne latéralement les barres pour dessiner les motifs, ces barres sont percées de trous qui reçoivent les fils de guimpes et brodeurs; un autre jeu appelé fines barres portent les fils du fond;
on peut voir qu'il existe aussi un jeu dit "barres indépendantes".
Photo de Robert VERNE

Un processus de fabrication long et complexe
J'espère avoir réussi à vous décrire les étapes qui sont les plus spectaculaires, telles que je les perçois en qualité d'amateur de prouesses techniques et artistiques.
Je tiens à ajouter que la mise en oeuvre des métiers nécessite une multitude d'activités conduites en parallèle par des personnels très qualifiés :
Les mécaniciens qui assurent l'entretien et la mise en oeuvre des métiers détiennent des compétences très spécifiques pour régler ces machines d'apparence monstrueuse dont la précision relève de l'horlogerie. Les pièces d'usure : chariots, bobines, barres...qui sont fréquemment enlevées puis remontées, doivent être contrôlées, voire redressées et réglées pour ne pas compromettre le bon fonctionnement du métier.
Les nombreuses étapes de finition nécessaires à l'ennoblissement de la dentelle requièrent des savoir-faire uniques (visiteuses, brodeuses sur machine Cornelly ou Beyroux ), que se sont souvent transmis de génération en génération les femmes travaillant à domicile (raccomodeuses, effileuses, visiteuses, écailleuses). La colorisation des fibres textiles modernes nécessite des techniques de teinture contrôlées en laboratoire pour satisfaire les donneurs d'ordre et les clients (fiabilité des coloris, tenue, inocuité).
Les opérations de conditionnement et d'expédition et les commerciaux qui font la promotion de la dentelle de Calais dans le monde entier.



Ces photos de Robert Verne permettent d'illustrer ce long processus de fabrication
Date de dernière mise à jour : 07/11/2023
Ajouter un commentaire
{kind=link}
{kind=link}